
Rūpniecības ražošanas jomā,volframa karbīda asmensir kļuvis par līderi griešanas operācijās, pateicoties tās augstajai izturībai, augstajai cietībai un lieliskai nodiluma pretestībai. Tomēr vispārīgi runājot, kad griešanas procesa laikā griežas rūpnieciskie asmeņi ar lielu ātrumu un nonāk ciešā saskarē ar metāla materiālu, klusi rodas pievilcīga parādība - dzirksteles lido. Šī parādība ir ne tikai intriģējoša, bet arī rada jautājumus par to, vai volframa karbīda asmeņi, griešanas laikā, vienmēr rada dzirksteles. Šajā rakstā mēs padziļināti izpētīsim šo tēmu un īpaši iepazīstināsim ar iemesliem, kāpēc volframa karbīda asmeņi nerada dzirksteles, samazinot noteiktos apstākļos.
Volframa karbīda asmens, kā sava veida cementēts karbīds, galvenokārt sastāv no volframa, kobalta, oglekļa un citiem elementiem, kas tai piešķir izcilas fizikālās un ķīmiskās īpašības. Griešanas operācijās volframa karbīda asmeņi spēj viegli sagriezt dažādus metāla materiālus ar asām malām un ātrgaitas rotāciju. Tomēr regulāros apstākļos, kad asmens griežas ar lielu ātrumu, lai sagrieztu metālu, sīkas daļiņas uz metāla virsmas tiks aizdedzinātas, jo berze rada augsto temperatūru, veidojot dzirksteles.

Tomēr ne visi volframa karbīda asmeņi, sagriežot, rada dzirksteles. Atsevišķos īpašos apstākļos, piemēram, volframa karbīda materiālu īpašu koeficientu izmantošana vai īpašu griešanas procesu pieņemšana, volframa karbīda asmeņi var sagriezt bez dzirkstelēm. Aiz šīs parādības atrodas sarežģīti fizikālie un ķīmiskie principi.
Pirmkārt, galvenais ir volframa tērauda materiāla īpašā attiecība. Ražojot volframa karbīda asmeņus, asmeņu mikrostruktūru un ķīmisko sastāvu var mainīt, pielāgojot volframa, kobalta, oglekļa un citu elementu saturu un proporciju. Šīs izmaiņas rada asmeņus, kuriem griešanas procesa laikā ir zemāks berzes koeficients un augstāka siltumvadītspēja. Kad asmens ir saskarē ar metālu, berzes dēļ radīto siltumu var ātri absorbēt asmens un veikt, izvairoties no sīku daļiņu aizdedzes uz metāla virsmas, tādējādi samazinot dzirksteles veidošanos.
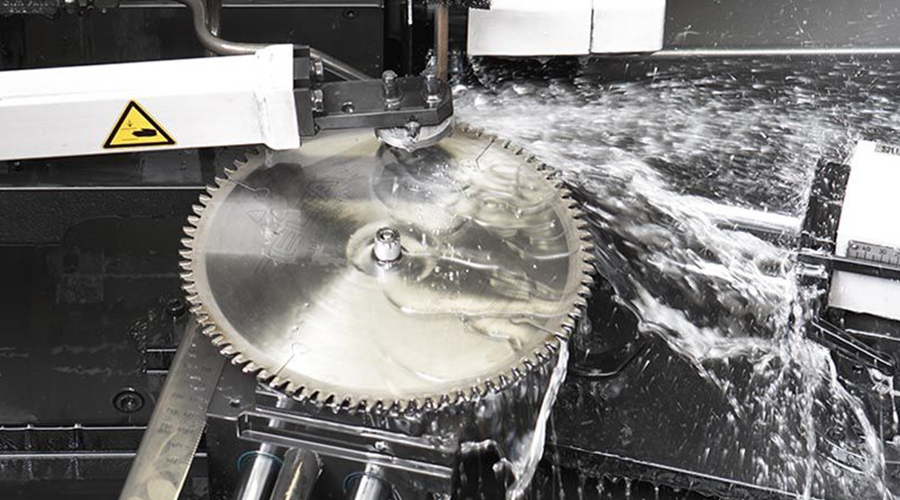
Otrkārt, izšķiroša ir arī griešanas procesa izvēle. Griešanas procesā berzi un temperatūru starp asmeni un metālu var kontrolēt, pielāgojot parametrus, piemēram, griešanas ātrumu, griešanas dziļumu un griešanas leņķi. Kad griešanas ātrums ir mērens, griešanas dziļums ir sekls un griešanas leņķis ir saprātīgs, berzi un temperatūru var ievērojami samazināt, samazinot dzirksteles. Turklāt dzesēšanas šķidruma izmantošana, lai atdzesētu un ieeļļotu griešanas laukumu, var arī efektīvi samazināt metāla virsmas temperatūru un samazināt berzi, vēl vairāk samazinot dzirksteles.
Papildus iepriekšminētajiem iemesliem dzirksteles trūkums, griežot ar volframa karbīda asmeņiem, var būt saistīts arī ar metāla materiāla raksturu. Dažiem metāla materiāliem ir zema kušanas temperatūra un augsta izturība pret oksidāciju, kuras griešanas procesā nav viegli aizdedzināt. Kad šie metāli nonāk saskarē ar volframa karbīda asmeņiem, ir grūti veidot dzirksteles, pat ja rodas noteikts berzes un temperatūras daudzums.
Tomēr ir vērts atzīmēt, ka, lai arī īpaši proporcionāli volframa tērauda materiāli un specifiski griešanas procesi zināmā mērā var samazināt dzirksteles veidošanos, tie nevar pilnībā novērst dzirksteles. Praktiskos lietojumos joprojām ir jāveic nepieciešamie drošības pasākumi, piemēram, nēsājot aizsargājošās brilles, ugunsdrošus apģērbus un cimdus, lai nodrošinātu operatoru drošību.
Turklāt gadījumos, kad griešanas operācijas jāveic viegli uzliesmojošā un sprādzienbīstamā vidē, jāizvēlas griešanas aprīkojums un asmeņi ar sprādzienbīstamu veiktspēju, lai samazinātu ugunsgrēka un eksplozijas risku. Tajā pašā laikā regulāra griešanas aprīkojuma un asmeņu pārbaude un uzturēšana, lai pārliecinātos, ka tie ir labā darba stāvoklī, ir arī svarīgs pasākums, lai samazinātu dzirksteles ražošanu.
Apkopot, vaivolframa karbīda asmensradīs dzirksteles, kad griešana ir atkarīga no faktoru kombinācijas. Pielāgojot volframa tērauda materiālu attiecību, optimizējot griešanas procesu un izvēloties pareizo metāla materiālu un citus pasākumus, dzirksteles veidošanos var zināmā mērā samazināt. Tomēr praktiskā pielietojumā joprojām ir jāveic nepieciešamie drošības aizsardzības pasākumi un regulāri pārbaudes un uzturēšanas pasākumi, lai nodrošinātu griešanas darbību drošību un efektivitāti. Ar nepārtrauktu zinātnes un tehnoloģijas progresu un nepārtrauktu ražošanas procesa uzlabošanos tiek uzskatīts, ka nākotnē būs inovatīvākas tehnoloģijas un pasākumi, lai samazinātu dzirksteles un veicinātu rūpnieciskās ražošanas jomas drošību un ilgtspējīgu attīstību.
Vēlāk mēs turpināsim atjaunināt informāciju, un jūs varat atrast vairāk informācijas mūsu vietnē (PassionTool.com) emuārā.
Protams, jūs varat arī pievērst uzmanību mūsu oficiālajiem sociālajiem medijiem:





Pasta laiks: decembris-27-2024



